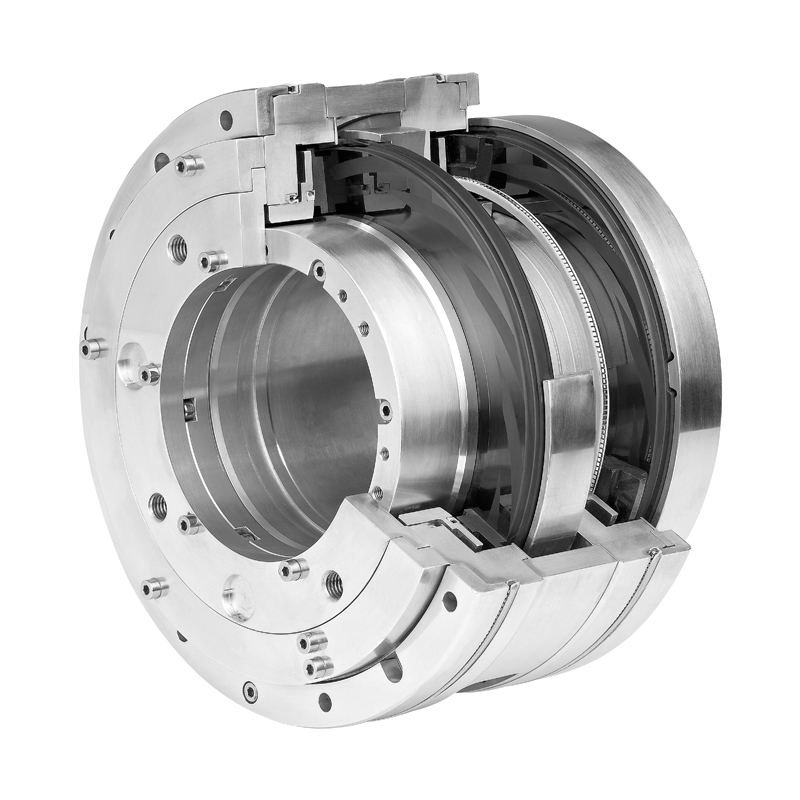
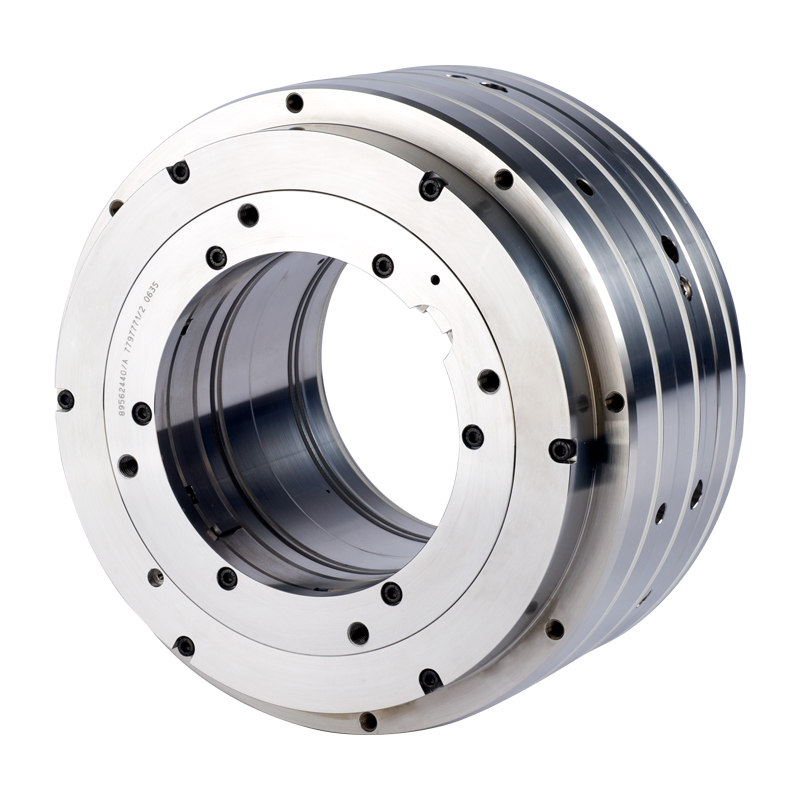
Seal Gas Recovery System
Seal Gas Recovery System for tandem seal configurations



John Crane’s Seal Gas Recovery (SGR) System is designed to work with tandem seal installations to recover seal leakage and divert the gas stream for more productive purposes.
In tandem seal arrangements, seal gas leakage is routed to the flare line and burned as waste, resulting in emissions. The SGR System minimizes the release of these emissions.
In addition to positive environmental impacts, such as reducing greenhouse gas emissions, the SGR System cuts valuable product losses through the recovery and repurposing of high-cost process gas, helping to achieve annual cost savings by reuse through emission abatement and emission trading.
×
Recommended for You
Features
- Pairs with tandem seal installations
- Minimizes the release of emissions
- Retrofits existing equipment
Parameters
- Pressure Boost
- Up to 400 psig / 27.5 bar for standard system designs; other pressures available in engineered-to-order configurations
- Vent Gas Flow Capacity
- 40 SCFM / 68 Nm3/h
- Temperature
- 212°F/100°C
- Maximum pressure
- 1450 psig / 100 bar
Recommended Applications
- Natural gas pipeline
- Low-pressure pipeline compressors
- Propylene and ethylene compressor
- Suitable for a wide variety of process gases
- Turbo compressor machinery
- API 692
- Cryogenic
- Screw Compressors
- Natural gas/hydrogen refueling stations
- Oil and gas (refineries)
- Emissions abatement
- Energy transition